Kā strādāt ar automātisko metināšanas mašīnu
Metināšanas iekārtu tirgū pieprasījums pēc metināšanas pusautomātiskajām ierīcēm turpina pieaugt katru gadu. Tas ir saistīts ar to acīmredzamajām priekšrocībām: pieejamu cenu, plašu darbības režīmu klāstu, ērtu uzstādīšanu un darbību. Tomēr iesācēju meistars ne vienmēr spēj saprast, kā pareizi izmantot pusautomātisko. Pirmā lieta, kas jums jāzina, ir ierīces ierīce un darbības princips, kā arī galvenie ieteikumi stieples izvēlei metināšanai.
Saturs
Pusautomātiskās ierīces ierīce un darbības princips
Pusautomātiskās metināšanas iekārtas galvenais mērķis ir loka metināšana ar kausēšanas elektrodu, kas tiek izpūsts ar aizsarggāzi. Ierīci izmanto, lai savienotu zemu leģētu un zema oglekļa tēraudu, gan garas, gan neregulāras šuves.

Šī iekārta ir paredzēta darbam slēgtās, labi vēdināmās vietās ar gaisa temperatūru no -10 ° C līdz + 40 ° C.
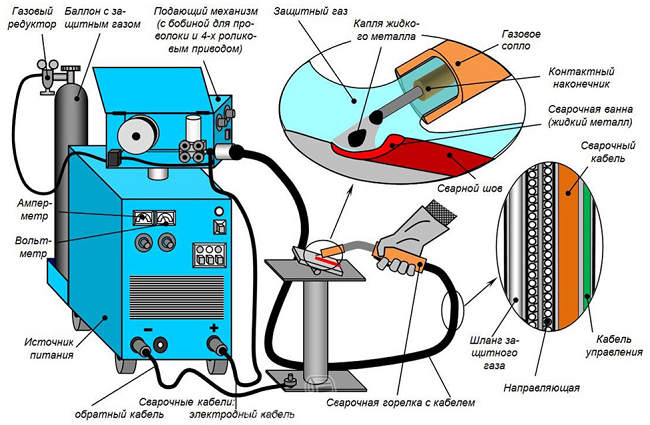
Pusautomātiskā ierīce sastāv no šādi vienumi:
- galvenā ierīce, kas ražo vajadzīgā izmēra metināšanas strāvu;
- stieples padeves ierīce;
- metināšanas deglis ar pieslēgtu kabeli, caur kuru caurlaidās strāvas vads, gāzes šļūtene, vadības vads un vadu elektrodam.
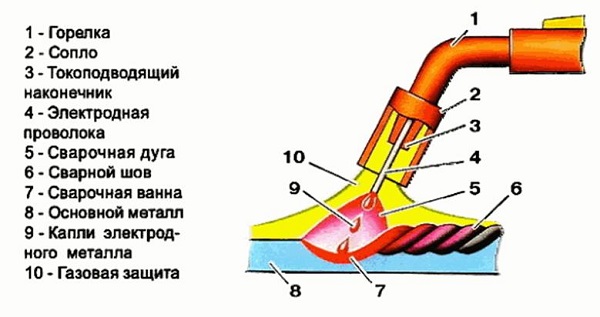
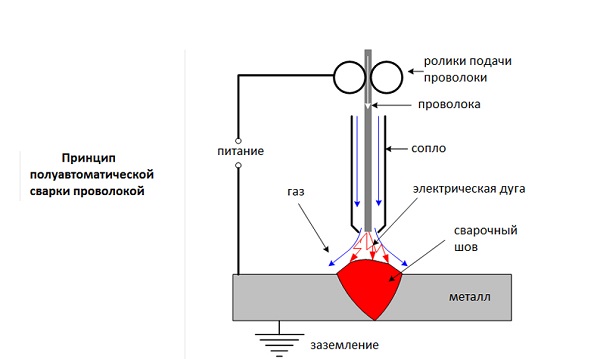
Vienības darbības princips ir šāds. Nospiežot starta pogu, kas atrodas uz degļa roktura, sākas elektrodu vadu (4), strāvas un aizsarggāzes padeve caur sprauslu (2). Vadu plūsma plūst caur vadošo uzgali (4). Kad tas nonāk saskarē ar pamatmetālu, rodas elektriskā loka, kas sāk izkausēt elektrodu. Elektroda metāla pilieni, kas nokrīt uz pamatmetāla (8), veido šuves (6). Tajā pašā laikā metināšanas vanna (7) ir izpūsta ar aizsarggāzi (10), kas novērš skābekļa un slāpekļa iekļūšanu atmosfēras gaisā. Pateicoties gāzes aizsardzībai, metināšana ir izturīga un augstas kvalitātes.
Pusautomātiskās ierīces darbība ir iespējama bez aizsarggāzes. Tādā gadījumā tiek izmantots elektroda vads ar īpašu pulvera pārklājumu. Augstās temperatūrās šis pārklājums iztvaiko, un iegūtās gāzes veic aizsargfunkciju metināšanas baseinam.
Elektrodu vadu izvēle
Elektrodu vads ir snap, bez kura metināšanas iekārta nedarbojas. To apkalpo, izmantojot īpašu mehānismu un veic elektroda darbību.
Pusautomātiskai metināšanai ir divas materiālu grupas:
- ciets vads;
- elektrodu stieple.
Pirmajā variantā ir vairāk nekā 76 veidi, bet visbiežāk tiek izmantota tikai neliela daļa. Pārējie iekārtu veidi ir ļoti specializēti un tiek izmantoti ražošanā. Galvenais, kas jāņem vērā, izvēloties vadu, ir metāla veids, no kura konstrukcija tiks metināta. Visbiežāk ir nepieciešams vārīt zemu oglekļa saturu un zemu leģēto tēraudu, izmantojot bez vara un vara pārklājumu.
Vara pārklāšanas stieple ir populārākais metinātāju vidū pretkorozijas pārklājuma dēļ. Bet ne visi zina, ka vara kausēšanas laikā gaisā rodas kaitīga iztvaikošana. Ne Vara stieple ir nekaitīgāks un ar korozijas aizsardzības pārklājumu.
Izmanto arī uz pusautomātiskiem serdeņikas neprasa aizsarggāzes klātbūtni ēdiena gatavošanas laikā. Elektrodu vadam ir īpašs marķējums, piemēram: SV-08G2S. To atšifrē šādi:
- SV - metinātas stieples;
- 08 – nozīmē, ka oglekļa masas daļa instrumenta sastāvā ir 0,08%;
- G - šī vēstule apzīmē mangānu, kas ir stieples sastāvā;
- 2 - skaitlis norāda, ka mangāna saturs ir 2%;
- Ar - šī vēstule norāda uz silīcija klātbūtni iekārtā, ja pēc burta nav numura, tad tajā ir ne vairāk kā 1%.
Turpmāk ir tabula, kurā dekodē visu metināšanas stieples veidojošo piedevu burtu apzīmējumus.
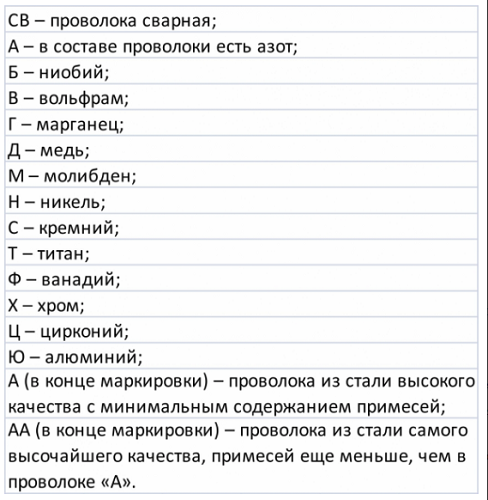
Piemēram, izmantojot tabulu, var atšifrēt marķējumu CB-06Х21Н7БТ, kas nozīmē: metināšanas stieplei ir 0,06% oglekļa, 21% hroma un niķeļa - 7%; Vads ir sakausēts ar diviem metāliem, niobiju un titānu.
Metināšanai zemu leģēto tēraudu (tas ir 90% no kopējā metāla) izmanto vadu 08G2S ar diametru 0,6 mm. To var izmantot gan ikdienas dzīvē, gan ķermeņa remontam. Turklāt to var izmantot vienībās ar strāvu līdz 500A. Nerūsējošā tērauda metināšanai izmantojiet vadu zīmolu Sv01H19N9. Alumīnijs un varš ir vārīti argona vidē, kas sastāv no stieples. Alumīnijs tiek gatavots ar CB-97, CB-A85 un CB-AMts. Vara izmantoto iekārtu marku SV-97, CB-A85 un CB-AMts metināšanai.
Elektroda stieples diametrs ir izvēlēts atbilstoši metināmā metāla biezumam.
Pusautomātiskie metināšanas noteikumi
Vispirms, kad sākat strādāt ar pusautomātisku ierīci, savienošanai paredzētās daļas ir jābūt labi notīrīti no krāsas un rūsas. Arī notīriet vietu, kurā tiks pievienots masas klips.
Kā turēt degli
Jūs varat turēt degli ar vienu roku, bet šuves kvalitāte būs labāka, ja lietojat abus. Viena roka kalpo kā atbalsts, bet otra - deglis.

Ar šo metodi ir vieglāk kontrolēt degļa leņķi un attālumu no sagataves, kā arī veikt vajadzīgās kustības, lai izveidotu augstas kvalitātes metinājumu. Lai saglabātu brīvas rokas, jums ir nepieciešams izmantojiet metināšanas maskukas ir piestiprināts pie galvas.
Ideāls leņķis, strādājot kā pusautomātisks, nepastāv. Parasti, lai savienotu sagataves, kas atrodas vienā plaknē, tiek izmantots degļa slīpums (no vertikālā stāvokļa) 15-20 grādos. Pieslēdzot detaļas, kas ir viena pret otru, tiek izmantots 45 ° degļa slīpums. Katrs metinātājs ar pieredzes iegūšanu izvēlas sev piemērotāko instrumenta slīpuma leņķi, ņemot vērā dažādas situācijas.
Kustības deglis
Augstas kvalitātes šuves veidošanai ir daudz lāpu kustības veidu.
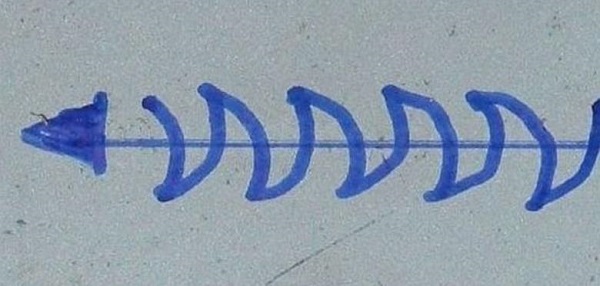
- Metāliem, kuru biezums ir 1-2 mm piemērota viļņveida-zigzaga kustība. Tādējādi loks uztver abas metāla loksnes un tam nav laika to sadedzināt. Rezultātā šuve ir noslēgta un izturīga.
- Metināšanai jebkura biezuma metāli uzklājiet taisnu šuvi, izņemot jebkādas kustības uz sāniem. Taču šajā gadījumā operatoram ir jābūt noteiktai pieredzei, lai, kad deglis kustas, loks vienmērīgi iedarbojas uz abām savienojošajām daļām.
- Ja darbs nāk metāla biezums ir mazāks par 1 mm, ir nepieciešams samazināt strāvas stiprumu un stieples padeves ātrumu, kā arī izmantot mazāka diametra stiepli. Metināšana jāveic īsos impulsos, kad pauze starp tām ir apmēram 1 sekunde. Metāla atdzesēšanai un nākamo segmentu novadīšanai monolītajā šuvē ir nepieciešams pauzes.
- Ja pārošanās garas, plānas detaļas, tad metināšana tiek veikta ar nelieliem segmentiem vai punktiem, kas atrodas noteiktā attālumā. Lai izvairītos no detaļu deformācijas, jūs varat pagatavot pārmaiņus, īsus segmentus ar dažādiem pārošanās segmenta galiem.
Metināšanas ātrums
Tas ir elektriskās loka kustības ātrums gar detaļu saskarni, un to kontrolē pusautomātiskās ierīces operators. Instrumenta kustības ātrumam jāatbilst loka spriegumam, stieples padeves ātrumam, metāla biezumam un vajadzīgajai šuves formai. Lielā degļa kustības ātrumā veidojas daudz aerosolu, aizsarggāze paliek strauji sacietējošajā šuvē un izraisa poru veidošanos tajā. Ar lēnas degļa kustības ātrumu materiālā tiek veidots pārmērīgs elektriskais loks, kas var to sadedzināt. Turklāt, veidojot lielas daļas bieza šuve. Nākamajā attēlā redzams, kādas šuves izskatās dažādos degļa ātrumos.

Gāzes plūsmas ātrums
Gāzes padevei jābūt pietiekamai, lai nodrošinātu piegādātā vadu pūšanu. Ar vāju gāzes plūsmu, šuve netiks aizsargāta pret oksidēšanos. Taču pat ar augstu plūsmas ātrumu aizsardzība būs nepietiekama turbulence. Visas šīs novirzes no normas padara šuves porainu un trauslu. Tāpēc ir ļoti svarīgi panākt gludu gāzes padevi, lai plūsma neradītu turbulenci un pilnībā aizsargātu metināšanas vietu.
Stieples garums
Vadam, pirms tas pieskaras metālam, ir jābūt no 6-13 mm gala. No šīs vērtības ir atkarīga šī elektroda gabala pretestība un temperatūra. Jo lielāks stieples attālums no gala, jo mazāks būs loka izmērs. Rezultātā šuve būs bieza un šaura, ar zemu iekļūšanu metāla. Ja darbarīku garums ir samazināts, loka iespiešanās metālā palielināsies, un šuve kļūst plānāka un plašāka.
Polaritāte
Ir domāts metināšanas iekārtu polaritāte pašreizējā virzienā. Ar tiešu polaritāti stieplei tiek uzlikts negatīvs lādiņš, un metinātajai daļai tiek uzlikts pozitīvs lādiņš. Ar pretējo polaritāti ir taisnība: vads ir plus, un sagataves ir mīnus.
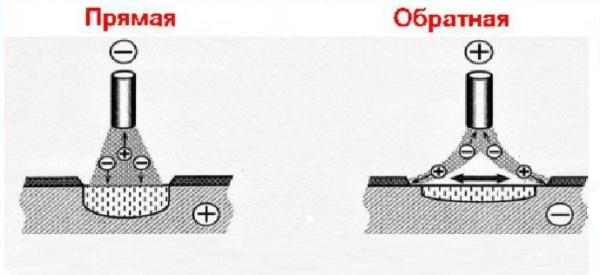
Tas ir svarīgi! Strādājot bez aizsarggāzes, caurplūdes vads izmanto tiešās polaritātes metodi un ar gāzi - pretējo polaritāti.
Skaņa, metinot
Svarīgi ir klausīties metināšanas skaņas, īpaši iesācējiem, mācoties. Pareiza skaņa, ja metināt ar pusautomātisko ierīci, atgādina pannā cepta gaļas skaņu. Kad dzirdama „svilpinoša” skaņa, tas nozīmē, ka pastāv līdzsvars starp pašreizējiem iestatījumiem, vadu un gāzes padeves ātrumu. Skaņas maiņu ierīces darbības laikā var ietekmēt:
- slikta saskare starp svara skavu un daļu;
- sasaldētas aerosola klātbūtne degļa galā, novēršot normālu gāzes plūsmu;
- slikti attīrīts no metināšanas rūsas vai krāsas.
Drošības pasākumi darbā
Veicot darbu ar metināšanas iekārtām, ir jāievēro šādi drošības pasākumi.
- Metinātājam ir jāaizsargā visas ķermeņa daļas no karstā metāla uz tiem. Šim nolūkam izmantotās darba drēbescieši pārklāj ķermeņa pakļautās vietas, kā arī aizsargcimdus. Apģērbs jāizgatavo no blīva materiāla, kas var izturēt karstu šļakatām. Nekādā gadījumā drēbes nedrīkst izgatavot no sintētiskām šķiedrām, kas, sildot ar augstu temperatūru, sāk sakust. Šāds materiāls uzreiz sadedzinās, kas var izraisīt metinātāju apdegumus.
- Tā kā metināšanas laikā rodas ciets ultravioletais starojums, ir nepieciešams aizsargāt acis no tās maska ar tonētu stiklu. Ne tik sen tirgū parādījās maskas ar stikla “hameleonu”, kas kļūst tumšāks, kad parādās spilgta gaisma. Arī citas ķermeņa daļas ir jāaizsargā no ultravioletā starojuma.
- Lai novērstu karstu šļakatu nokrišanu, kurpes jāaizver.
- Telpai, kurā veic metināšanas darbus, jābūt piespiedu vai dabiska ventilācija (logi, kurus var atvērt). Metināšanas procesā radušos tvaiku un dūmu ieelpošana negatīvi ietekmē cilvēku veselību.
/rating_off.png)











